



 扫一扫
扫一扫


新物通物资(天津市分公司)全体员工将开拓进取,争创,保质保量的完成每一个 35号珩磨管、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管产品,我们竭诚为广大客户朋友提供的天津 35号珩磨管、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管技术和服务,热切希望同各界朋友建立良好的合作关系,同心协力,共创美好未来!





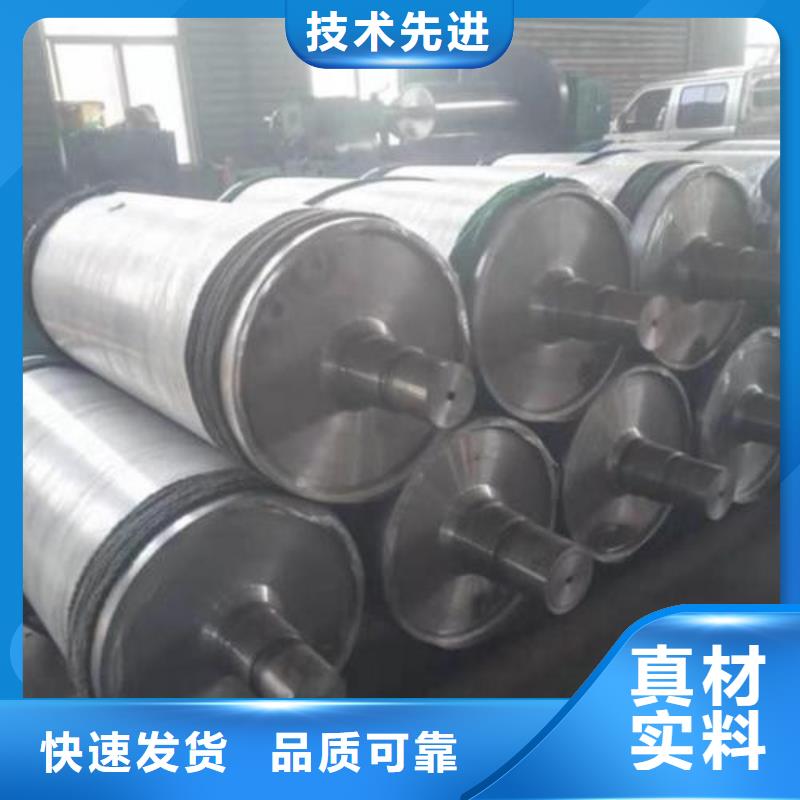
1)碳化物硬度高。以往使用的轧辊,其基体上分布的多为Fe3C型或M7C3型共晶碳化物,组织粗大,硬度较低。高速钢轧辊一般采用高C、高V型高速钢,另外还含有较多的Cr、Mo、W、Nb和Co等合金元素,在凝固和热处理过程中,这些合金元素形成了一次和二次碳化物。高铬铸铁轧辊碳化物是M7C3(2500 Hv)和M23C6(1600 Hv)。无限冷硬铸铁轧辊中,碳化物是Fe3C(l300 Hv)。而高速钢轧辊主要含有MC(3000 Hv)、M7C3(2500 Hv)和M6C(2000 Hv),它能替代一般轧辊,从而提高耐磨性。另外,随着V含量增加,高速钢组织中骨骼状的M6C型碳化物向粒状的VC型转化。
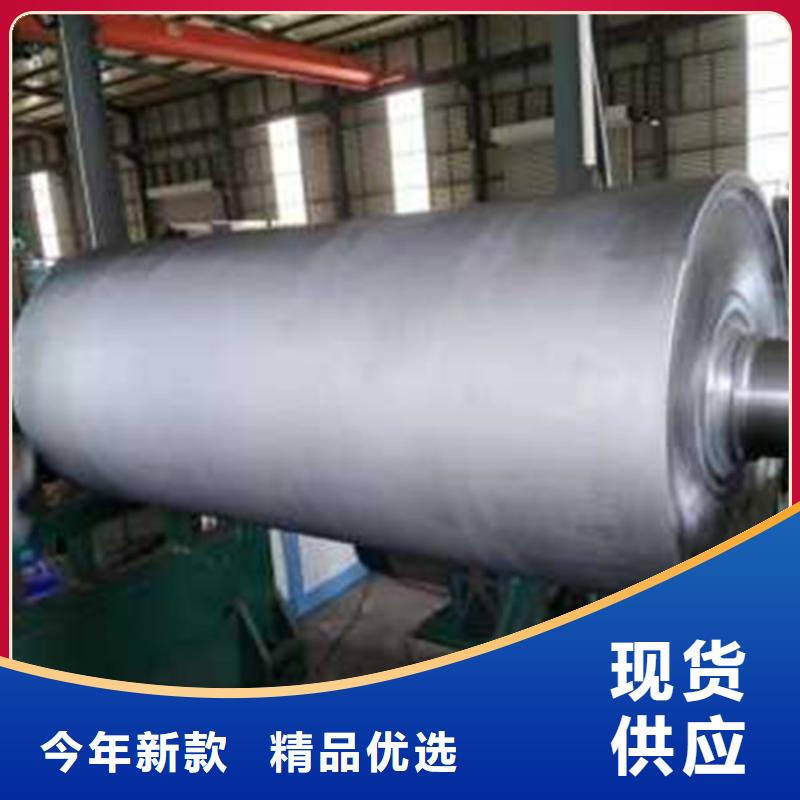
2)热稳定性好。高速钢轧辊中含有较多的W、Cr、Mo、V和Nb等元素,具有较好的热稳定性,研究发现,普通轧辊材质的硬度随温度升高而明显下降,而高速钢轧辊在600℃仍保持有500 Hv,这必将大大提高轧辊的耐磨性。特别是当添加分布于基体组织的Co元素时,这种倾向更加明显。




技术支持:s797.com