



 扫一扫
扫一扫


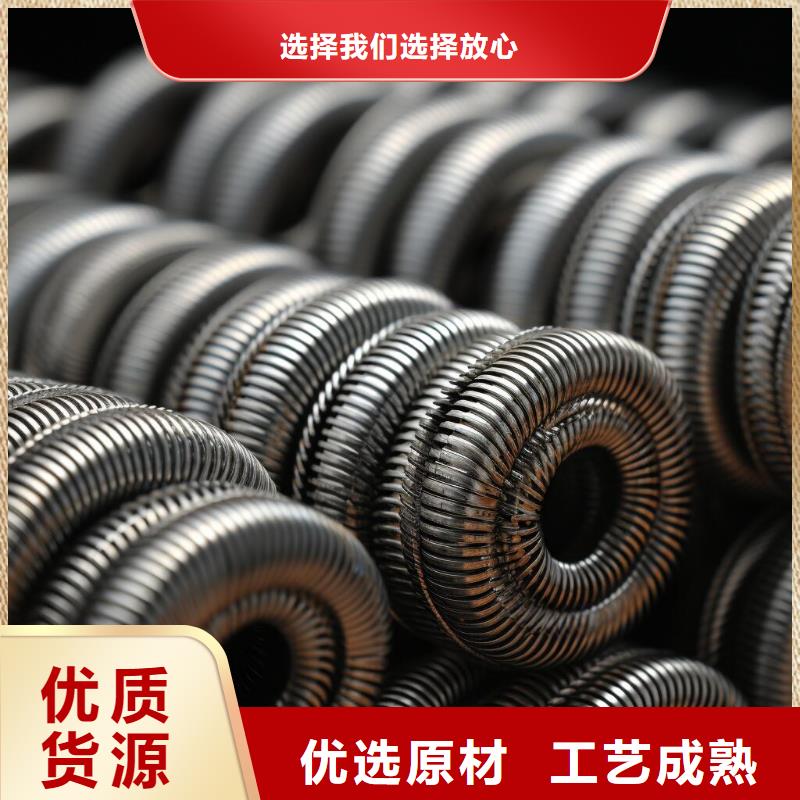
表面喷砂处理(元开)机械设备(中山市分公司)位于嘉定区嘉行公路2805号。公司主要经营: 铝制品喷砂加工厂。公司设有多个大型室内、外货仓,常年备有大量现货供应,品种众多、规格齐全,还可配备其他钢材品种,热情为顾客提供服务。本公司秉承“务实、客户为本”的企业精神,“诚信经营、共同发展”的经营理念,科学管理为先导,完善服务为重点,以合理的价格, 良好的信誉,建立了庞大稳固的客户群,赢得广大客户的支持和信赖,在业界树立起良好的信誉和口碑,业务范围遍及全国各地。











技术支持:s797.com